Microwave Heating Systems encompass the full spectrum of industrial equipment that utilizes microwave electromagnetic energy to generate heat within materials through dielectric and ionic mechanisms, providing an unparalleled combination of speed, efficiency, and process control for diverse thermal processing applications. Unlike conventional heating methods that transfer heat by conduction, convection, or infrared radiation from external sources, microwave heating generates energy volumetrically within the material itself, achieving rapid, uniform temperature rise throughout the product simultaneously. This fundamental heating advantage translates into shorter process times, lower energy consumption, superior product quality, and reduced floor space requirements across virtually every industrial heating application. Kerone offers a comprehensive range of microwave heating systems tailored to specific industrial, food processing, pharmaceutical, chemical, and research applications.
Why Choose Kerone Microwave Heating systems
Kerone is a premier manufacturer and systems integrator of industrial microwave heating equipment with extensive experience spanning food processing, pharmaceuticals, rubber, ceramics, chemicals, and waste treatment sectors. Our engineering team combines deep microwave physics knowledge with practical industrial process understanding to design systems that deliver maximum performance for each specific application. Kerone’s systems are built for durability, reliability, and ease of operation, with robust construction, intuitive controls, and comprehensive safety systems. We support our clients throughout the entire project lifecycle from initial feasibility assessment and process development through equipment manufacturing, installation, commissioning, training, and ongoing maintenance support.
Types and Features of Microwave Heating systems
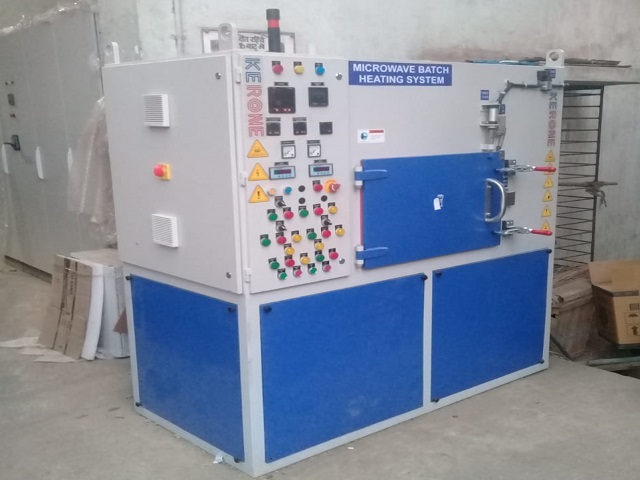
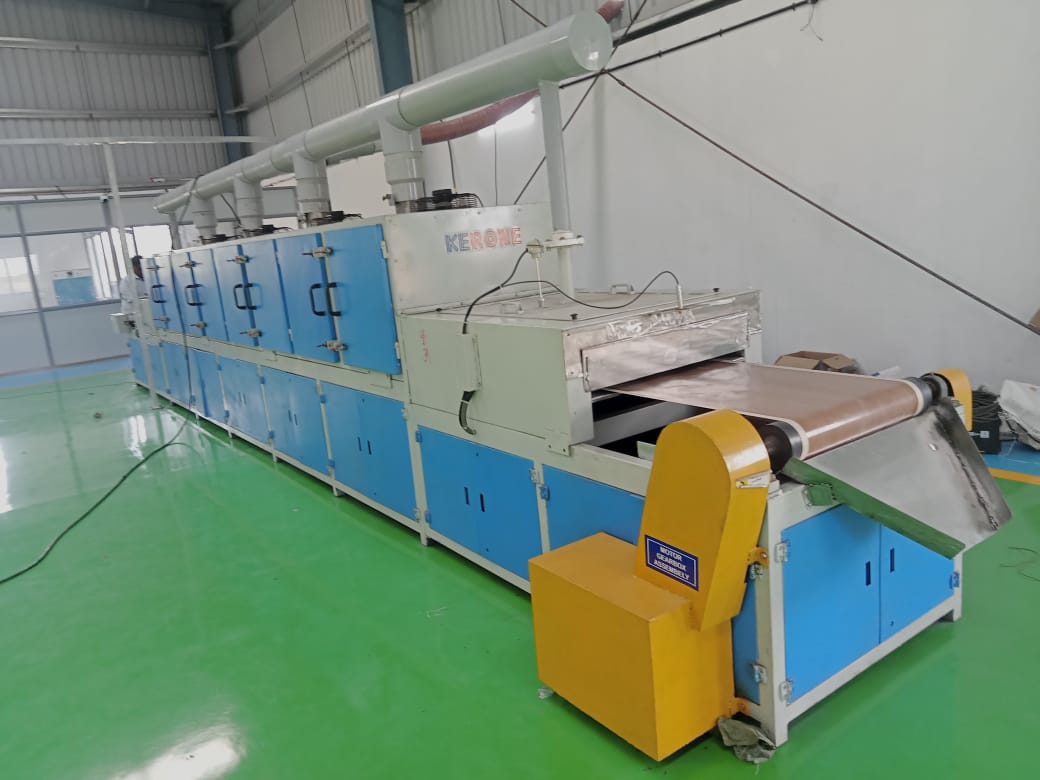
Kerone’s microwave heating system portfolio spans batch chambers, continuous tunnel systems, rotary furnaces, vacuum systems, and specialized applicators for specific product geometries. Operating frequencies of 915 MHz and 2450 MHz cover the full range of industrial and food processing applications. Power levels from kilowatts to hundreds of kilowatts are available to match any throughput requirement. Advanced solid-state generators or magnetron-based power sources are offered depending on application precision requirements. All systems feature comprehensive process control including power management, temperature monitoring, and safety interlocks, with SCADA integration capability for industry 4.0 connected manufacturing environments.
Key Features
High thermal and processing efficiency
Low maintenance and easy operation
Suitable for heat-sensitive materials
Fully adjustable and customizable process parameters
Available in batch and continuous configurations
Uniform processing and consistent product quality
Powered by AI, ML & IoT
Future-Ready Engineering Driven by AI & IoT
Our advanced AI, ML, and IoT technologies, this solution delivers smarter automation, real-time insights, and predictive intelligence to enhance efficiency and drive future-ready growth.
Real-Time Monitoring & Control
Continuous tracking of process parameters with instant adjustments.
Predictive Maintenance
Intelligent fault detection to prevent failures before they occur.
Adaptive Process Optimization
Dynamic tuning of operations for maximum output and efficiency.
Cloud Dashboards & Analytics
Unified access to real-time insights and performance trends.
Energy & Resource Savings
Smarter utilization of energy to cut costs and reduce waste.
Secure IoT Connectivity
Encrypted data flow with seamless integration across plant systems.
Applications of Microwave Heating systems
Food industry processing systems
Waste treatment and hazardous material decontamination
Pharmaceutical drying, sterilization, and granule processing
Ready‑to‑eat (RTE) food production
Specialized heating, drying, or material transformation processes
Industrial material modification and thermal treatment
Research and development heating for advanced materials, chemicals, and biological materials
Kerone’s Microwave Heating Systems represent a transformative approach to industrial thermal processing, delivering speed, efficiency, and quality that conventional heating cannot match. Whether the requirement is a simple batch dryer or a complex continuous sterilization line, Kerone has the engineering expertise and product portfolio to deliver a microwave heating solution precisely tailored to the application. Our proven track record across diverse industries and our commitment to long-term client partnerships make Kerone the industrial microwave heating specialist of choice for manufacturers seeking to optimize their thermal processing operations.
Seamless Export Connections Global & Local
Our Global Footprint in Industrial Excellence
Delivering world-class industrial and process solutions across countries with precision, innovation, and reliability.
Peru
Chile
Argentina
Mexico
Colombia
Brazil
USA
Canada
United Kingdom
France
Germany
Spain
Italy
Netherlands
Sweden
Switzerland
Poland
Portugal
Ireland
Czechia
Romania
Hungary
Austria
Greece
Kazakhstan
Uzbekistan
Turkmenistan
Algeria
Egypt
Nigeria
Kenya
South Africa
Saudi Arabia
UAE
Israel
Russia
India
China
Japan
South Korea
Thailand
Vietnam
Malaysia
Singapore
Indonesia
Philippines
Australia
New Zealand
Pan-India Presence. Local Expertise.
Raipur
Bilaspur
Panaji
Vasco da Gama
Gandhinagar
Ahmedabad
Surat
Chandigarh
Gurgaon
Shimla
Manali
Bengaluru
Mysore
Kochi
Pune
Mumbai
Thane
Navi Mumbai
Hyderabad
Chennai
Coimbatore
Kolkata
Lucknow
Jaipur
Udaipur
Jodhpur
Dehradun
Haridwar
Bhubaneswar
Product Gallery
Frequently Asked Questions (FAQ)
It is used for efficient processing, heating, drying or material transformation.
High efficiency, process reliability and complete customization.
Food, chemical, pharma, biomass, rubber, textile and more.
Industrial microwave heating primarily uses 915 MHz and 2450 MHz ISM band frequencies. 915 MHz is preferred for large-volume industrial applications due to deeper penetration, while 2450 MHz is standard for most food and laboratory applications.
Microwave heating penetrates deeply into materials for volumetric heating, while infrared only heats surfaces. Microwave is better for thick materials, while infrared is more suitable for thin surface coatings and films.
Fiber-optic probes for internal temperature, infrared sensors for surface temperature, and microwave-compatible thermocouples are used depending on the application requirements.
Food processing, pharmaceuticals, rubber, ceramics, chemicals, and waste treatment industries consistently achieve the most significant benefits from microwave heating adoption.
Kerone designs microwave heating chambers with choke seals and leakage-suppression structures around door openings and conveyor entry and exit points, since these are the most common leakage paths in industrial microwave equipment. Interlocked access doors automatically cut power the moment a door is opened, and leakage levels are verified against applicable safety standards using calibrated survey meters during commissioning and periodic maintenance checks thereafter. Conveyorized continuous systems require particular attention to entry and exit tunnel design, since the product opening cannot be fully sealed like a batch chamber door. Periodic leakage verification should continue throughout the equipment's operating life, not just at installation, since seal degradation over years of operation can gradually increase leakage if not monitored. Operators should never bypass interlock systems even temporarily, regardless of operational convenience, since this is the most common cause of microwave safety incidents.
Magnetron-based generators typically have a service life of 3,000 to 8,000 operating hours before output power degrades enough to warrant replacement, depending on duty cycle and operating power level, making magnetron replacement a recurring operating cost that buyers should budget for. Solid-state generators have substantially longer service life, often exceeding 50,000 hours, and degrade more gracefully with age, though their higher upfront cost needs to be weighed against this longer-term reliability advantage. Waveguide and applicator components require periodic inspection for arcing damage or contamination buildup that can affect power transfer efficiency. Cooling systems for both generator types need regular filter and coolant maintenance, since overheating accelerates component degradation. Buyers comparing magnetron and solid-state options should evaluate total cost of ownership over the equipment's expected life, not just initial purchase price, given the significant difference in maintenance frequency between the two technologies.
Bulk metal objects are generally unsuitable for direct microwave heating since metal reflects rather than absorbs microwave energy and can cause arcing or damage to the equipment, though thin metal components in specific controlled configurations are sometimes used deliberately for localized heating effects. Materials with very low moisture or dielectric loss factor heat slowly or unevenly under microwave energy alone, since microwave heating relies on the material's ability to absorb electromagnetic energy through dielectric and ionic mechanisms. Materials with highly variable moisture distribution can heat unevenly, since wetter regions absorb microwave energy faster than drier regions, potentially creating hot spots. Some materials are sensitive to the rapid, volumetric heating microwave systems provide and may benefit from hybrid approaches combining microwave with convective heating for more controlled temperature ramp rates. Kerone evaluates material dielectric properties during the feasibility stage to confirm microwave heating is the appropriate technology before proceeding with system design.
A persistent misconception is that industrial microwave heating poses the same radiation exposure concerns as poorly understood consumer anxieties about microwave ovens, when properly designed and maintained industrial systems with interlocked doors and choke seals operate well within established safety exposure limits. Another misconception is that microwave heating makes food or materials radioactive or fundamentally alters them beyond the thermal effect itself, which has no scientific basis since microwave heating is purely a thermal energy transfer mechanism. Some buyers assume microwave systems require frequent specialized technician visits for routine operation, when properly trained in-house staff can typically operate and perform basic maintenance after initial training, with technician visits reserved for major component replacement or troubleshooting unusual issues. Addressing these misconceptions directly with technical buyers and their broader organizational stakeholders, including plant safety committees, is often necessary before approving microwave technology adoption.
Magnetron-based generators have lower upfront equipment cost but shorter service life, requiring periodic magnetron replacement as a recurring operating expense, and their output power and frequency can drift somewhat over the component's life. Solid-state generators cost more initially but offer substantially longer service life, more precise and stable power control, and the ability to monitor and adjust individual power amplifier modules rather than replacing an entire magnetron tube. Solid-state systems also generally offer faster power ramp response and more granular control, which benefits applications requiring precise process control. For high-volume continuous production where downtime for magnetron replacement is costly, solid-state technology's reliability advantage often justifies the higher initial investment. For lower-duty-cycle or budget-constrained applications, magnetron-based systems remain a practical and proven choice, particularly where the application doesn't demand the precision control advantages solid-state technology offers.
Microwave heating's volumetric energy transfer mechanism heats material directly rather than heating air or surfaces first, which typically reduces total energy consumption compared to convective gas or electric heating for moisture-sensitive or heat-sensitive materials where conventional methods would otherwise require longer dwell times or lower temperatures to avoid surface damage. Processing time reductions from microwave's faster heating rate also translate into higher throughput per unit of floor space and labor hour. However, electricity costs per kilowatt-hour are typically higher than natural gas costs in many regions, which can offset some of the efficiency advantage in pure energy cost terms even when total energy consumption is lower. The most favorable economics for microwave heating typically occur in applications where conventional heating struggles with quality, uniformity, or processing time, since the value proposition extends well beyond simple energy cost comparison into product quality and throughput improvements.
Batch configurations suit lower production volumes, frequent product changeovers, research and development trials, and applications where dwell time needs precise control for each discrete load. Continuous configurations suit high-volume, consistent product streams where steady-state throughput matters more than per-batch flexibility, and where conveyorized material handling integrates naturally with upstream and downstream processing equipment. The decision depends primarily on production volume and product variety rather than the microwave technology itself, since both configurations use the same underlying heating physics. Many manufacturers start with a batch system during product and process development, then transition to a continuous system once the formulation and process parameters are validated and production volume justifies the higher capital investment and reduced flexibility of dedicated continuous equipment. Kerone evaluates expected volume, product variety, and growth trajectory when recommending which configuration best fits a specific application.
Kerone’s custom-designed heating and processing solutions are built to meet the demands of your growing operations. Whether you’re upgrading equipment, expanding production, or need a tailor-made solution


 Peru
Peru Chile
Chile Argentina
Argentina Mexico
Mexico Colombia
Colombia Brazil
Brazil USA
USA Canada
Canada United Kingdom
United Kingdom France
France Germany
Germany Spain
Spain Italy
Italy Netherlands
Netherlands Sweden
Sweden Switzerland
Switzerland Poland
Poland Portugal
Portugal Ireland
Ireland Czechia
Czechia Romania
Romania Hungary
Hungary Austria
Austria Greece
Greece Kazakhstan
Kazakhstan Uzbekistan
Uzbekistan Turkmenistan
Turkmenistan Algeria
Algeria Egypt
Egypt Nigeria
Nigeria Kenya
Kenya South Africa
South Africa Saudi Arabia
Saudi Arabia UAE
UAE Israel
Israel Russia
Russia India
India China
China Japan
Japan South Korea
South Korea Thailand
Thailand Vietnam
Vietnam Malaysia
Malaysia Singapore
Singapore Indonesia
Indonesia Philippines
Philippines Australia
Australia New Zealand
New Zealand